 English
English 中文简体
中文简体 русский
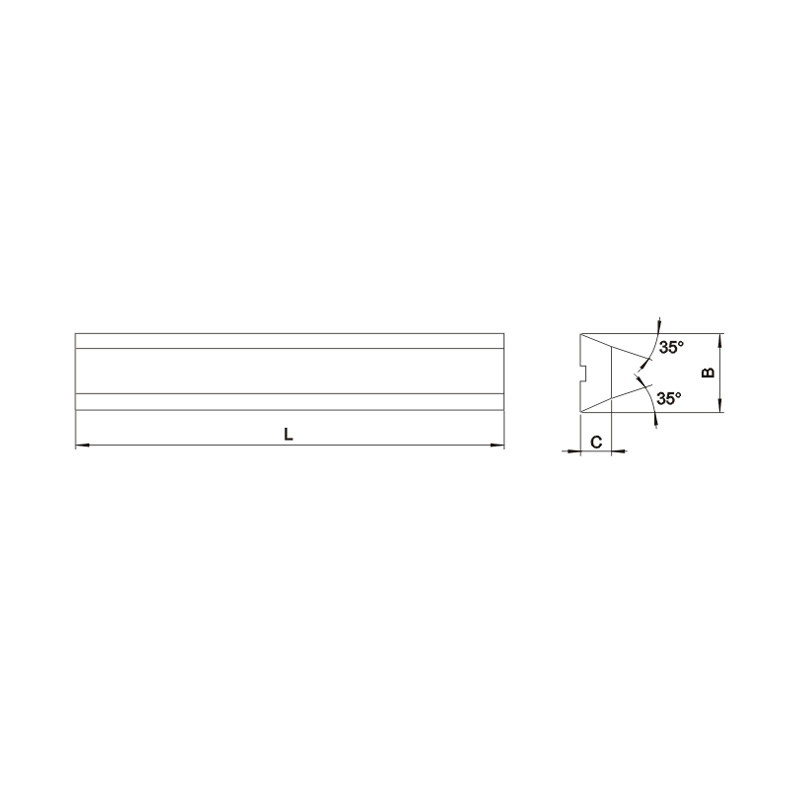
русскийТвердосплавные ножи серии B, тип
Cat:Серия твердосплавных ножей
Добро пожаловать на нашу страницу продукции «Твердосплавные ножи серии B»! Наша компания гордится тем, что предлагает...
Смотрите подробности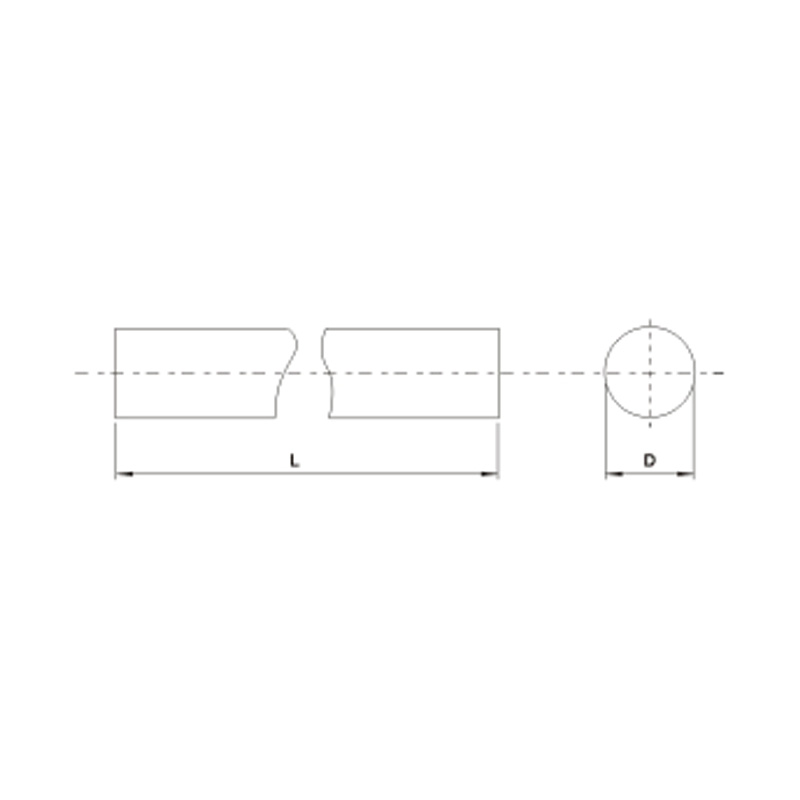
Твердосплавный стержень поставляется в виде цилиндрической спеченной заготовки, но его путь к тому, чтобы стать важной промышленной деталью, требует специализированных производственных процессов. Применяемые процессы существенно различаются в зависимости от того, является ли конечный продукт режущим инструментом или изнашиваемым компонентом. В этой статье описываются эти два разных пути, подчеркивая ключевые этапы производства, которые преобразуют стандарт. твердосплавный стержень в готовую, работоспособную часть.
Создание таких инструментов, как концевые фрезы, сверла и фрезерные станки из твердосплавных стержней, требует точной обработки твердого материала.
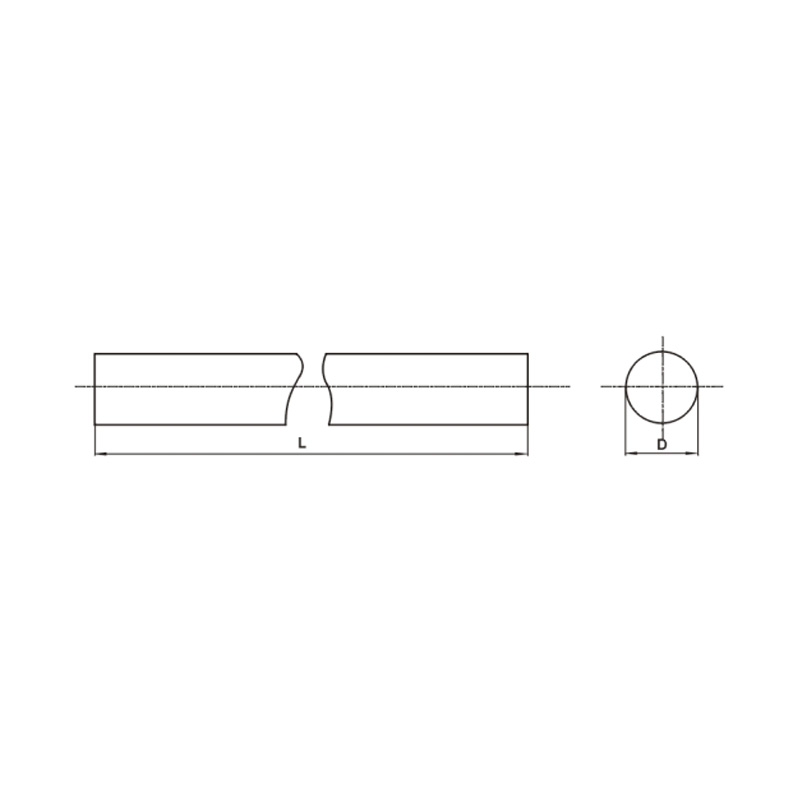
При производстве таких деталей, как сопла, направляющие или матрицы, основное внимание уделяется достижению точных размеров и определенных характеристик поверхности для нережущих операций.
Оба пути сталкиваются с общими проблемами из-за твердости материала твердосплавного стержня.
Качество и консистенция исходного твердосплавного стержня существенно влияют на производственный процесс и конечную деталь. Стержни с одинаковой плотностью, однородной зернистой структурой и хорошей прямолинейностью упрощают последующую обработку, повышают производительность и способствуют надежности готовой детали. Изменения в сырье могут привести к проблемам при шлифовке, неожиданному износу инструмента во время электроэрозионной обработки или несоответствиям в готовых деталях.
Путь твердосплавного стержня от стандартизированной заготовки до готовой детали определяется специализированными процессами абразивной или термической обработки. Путь расходится в зависимости от функции детали — предназначена ли она для резки или противостоит износу. Успех в этих производственных процессах зависит от правильного выбора процесса, тщательного контроля параметров обработки и начиная с твердосплавного стержня, который обеспечивает стабильную и надежную основу. Этот процесс трансформации раскрывает функциональный потенциал, заключенный в стержне, создавая компоненты, которые точно соответствуют требованиям промышленного применения.
Добро пожаловать на нашу страницу продукции «Твердосплавные ножи серии B»! Наша компания гордится тем, что предлагает...
Смотрите подробности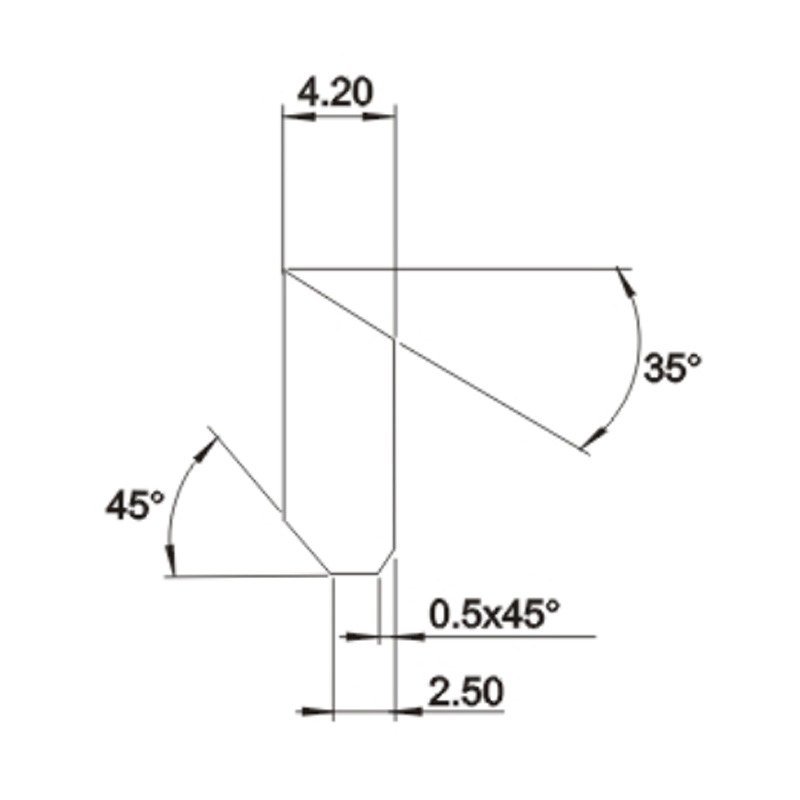
Добро пожаловать на нашу страницу пильных полотен серии MKWPR! Наша компания гордится тем, что предлагает высококачес...
Смотрите подробности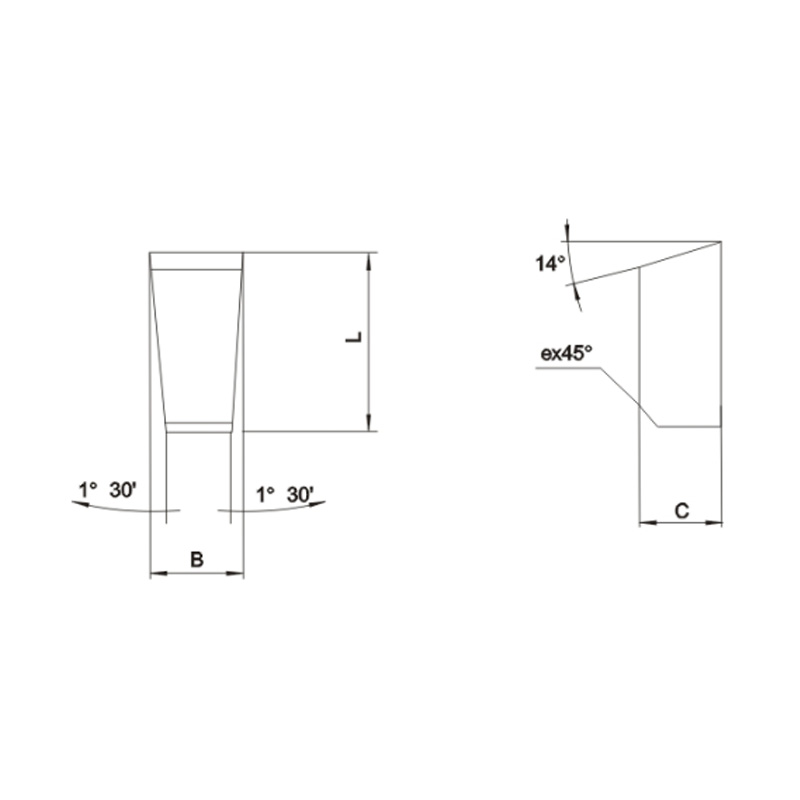
Добро пожаловать на нашу страницу продукции, посвященную отрезному инструменту и канавочной фрезе типа C3! Наша компа...
Смотрите подробности
Добро пожаловать на нашу страницу продукции, посвященную лезвиям для сверления мелких отверстий! Эти лезвия, разработ...
Смотрите подробности
Твердосплавные пластины типа DX (клиновой зуб типа X) — это современный инструмент, предназначенный для прецизионного...
Смотрите подробности
Связаться с нами