 English
English 中文简体
中文简体 русский
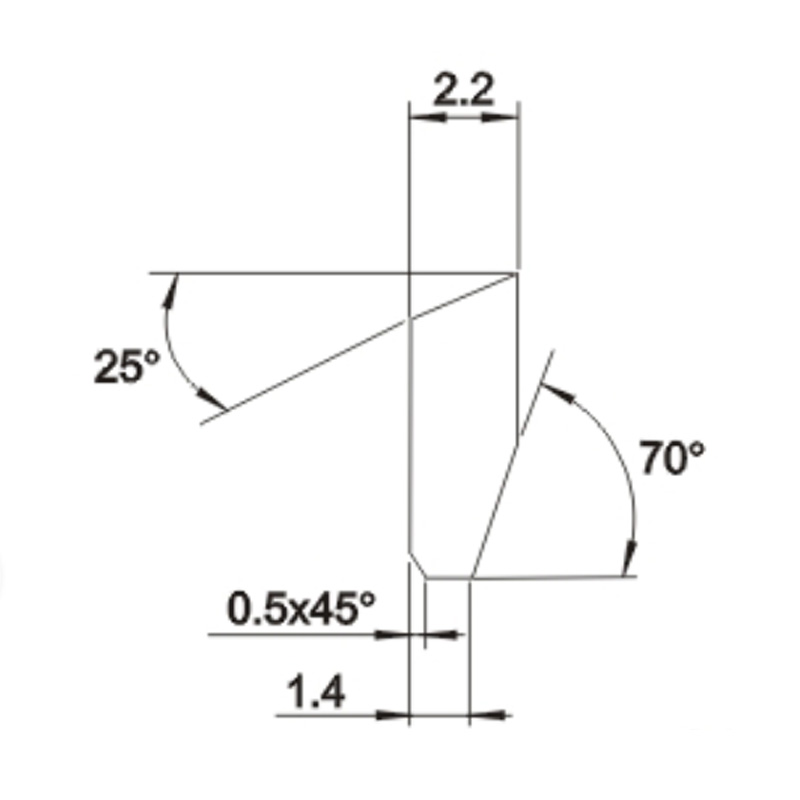
русскийПильные полотна серии MKW-08
Cat:Насадки из цементированного карбида для деревообработки
Добро пожаловать на нашу страницу продукции, посвященную пильным полотнам серии MKW-08! Наша компания гордится тем, ч...
Смотрите подробности
Частыми проблемами являются короткий срок службы инструмента и растущие затраты на обработку. Зачастую основная причина выходит за рамки наконечники из цементированного карбида Сами по себе такие факторы, как неправильные параметры резания, недостаточная жесткость державки инструмента или несовместимый материал заготовки, также могут существенно повлиять на производительность, привести к преждевременному износу твердосплавных наконечников и в конечном итоге привести к увеличению общих затрат на обработку.

Первоначальная закупочная цена инструмента является лишь одним из компонентов общей стоимости операции механической обработки. Более полный подход учитывает «стоимость детали», которая включает не только стоимость инструмента, но также время, затраченное на замену инструмента, время простоя машины и затраты, связанные с утилизацией деталей. Наконечник с немного более высокой первоначальной стоимостью, который служит значительно дольше и позволяет выполнять более быструю обработку, часто обеспечивает более низкую стоимость детали. Перенос внимания на этот целостный показатель имеет основополагающее значение для достижения реального снижения затрат.
Настройки скорости резания, подачи и глубины резания оказывают прямое и глубокое влияние на срок службы инструмента. Работа на слишком низкой скорости резания может привести к тому, что инструмент будет тереться, а не резать, что приведет к ускоренному износу задней поверхности инструмента из-за истирания. И наоборот, слишком высокая скорость приведет к чрезмерному нагреву, вызывающему лункообразование, пластическую деформацию режущей кромки и термическое растрескивание. Подача и глубина резания также влияют на механическую нагрузку и выделение тепла. Определение сбалансированного набора параметров, обеспечивающего хорошую скорость съема материала без перегрузки инструмента, представляет собой непрерывный процесс совершенствования.
Вибрация и вибрация являются одними из многих существенных факторов, способствующих преждевременному выходу инструмента из строя, особенно образованию сколов. Жёсткость державки инструмента, состояние конуса и чистота интерфейса между наконечником и гнездом для инструмента имеют решающее значение. Любая неплотность или загрязнение могут привести к малейшим движениям, которые создают ударные нагрузки на режущую кромку. Обеспечение максимальной жесткости узла инструмента, правильной посадки и надежного закрепления наконечников — это простой, но эффективный способ продлить срок службы инструмента.
Применение охлаждающей жидкости может быть полезным, но оно также требует рассмотрения. При обработке таких материалов, как сталь, достаточная и правильно направленная подача СОЖ эффективно снижает температуру резания, смывает стружку и уменьшает наросты на кромке. Однако в определенных ситуациях, например, при прерывистой резке чугуна, повторяющийся нагрев и охлаждение охлаждающей жидкостью может вызвать термический удар, приводящий к микротрещинам на режущей кромке, которые могут перерасти в более крупные трещины. В этих случаях более подходящим подходом может быть система смазки с меньшим количеством смазки (MQL) или даже сухая обработка.
Путь, по которому следует инструмент, запрограммированный в системе CAM, может повлиять на срок службы инструмента. Стратегии программирования, позволяющие избежать резких изменений направления, внезапных зацеплений или резов на всю ширину, могут помочь снизить ударную нагрузку на режущую кромку. Использование таких методов, как входы с врезанием и плавные, плавные траектории инструмента, распределяет силы резания более равномерно, что приводит к более последовательному и щадящему процессу обработки инструмента.
Слишком ранняя или слишком поздняя замена насадки влияет на экономичность обработки. Все наконечники будут испытывать постепенный нормальный износ по задней поверхности (часто измеряемый как значение VB). Если оставить наконечник работать до тех пор, пока он не выйдет из строя (сколы или поломки), это может привести к повреждению заготовки и державки инструмента. Умение выявлять признаки нормального, предсказуемого износа и менять наконечник в нужном месте до того, как произойдет выход из строя, помогает максимально увеличить срок его службы, сохраняя при этом надежность процесса и качество детали.
Рассмотрим сценарий, в котором срок службы инструмента при обработке стального компонента оказался короче, чем ожидалось. Анализ показал, что скорость резания находилась в верхней части рекомендуемого диапазона, что приводило к значительному выделению тепла. Простая регулировка включала незначительное снижение скорости резания и проверку выравнивания сопла СОЖ, чтобы убедиться, что поток эффективно достигает зоны резания. Это изменение, хотя и небольшое, привело к заметному увеличению срока службы инструмента, продемонстрировав, как системные корректировки могут дать положительные результаты.
Добро пожаловать на нашу страницу продукции, посвященную пильным полотнам серии MKW-08! Наша компания гордится тем, ч...
Смотрите подробности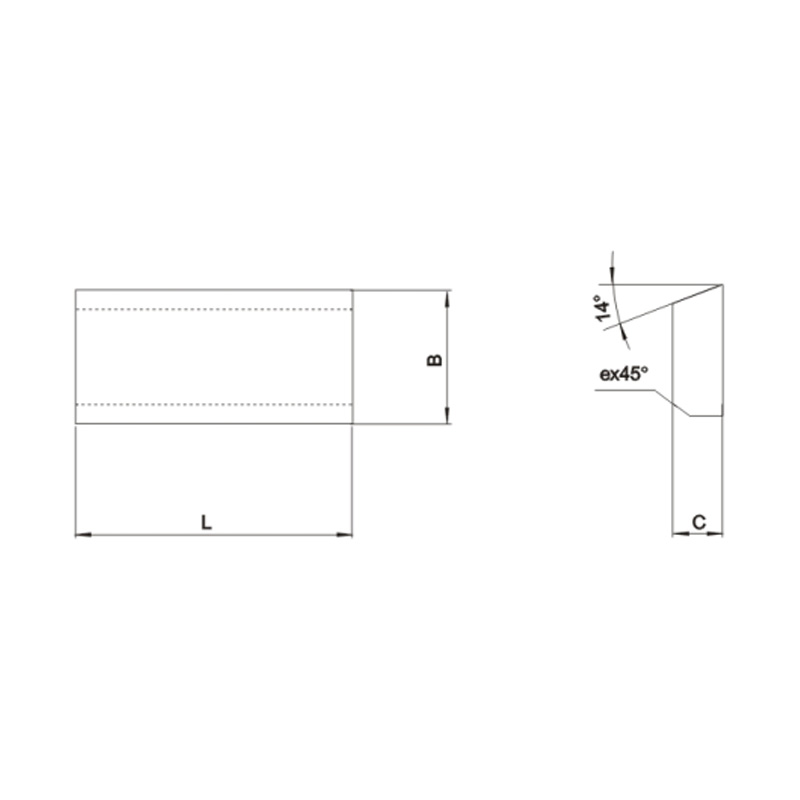
Добро пожаловать на нашу страницу продукции, где представлен универсальный тип A1 для цилиндрических токарных инструм...
Смотрите подробности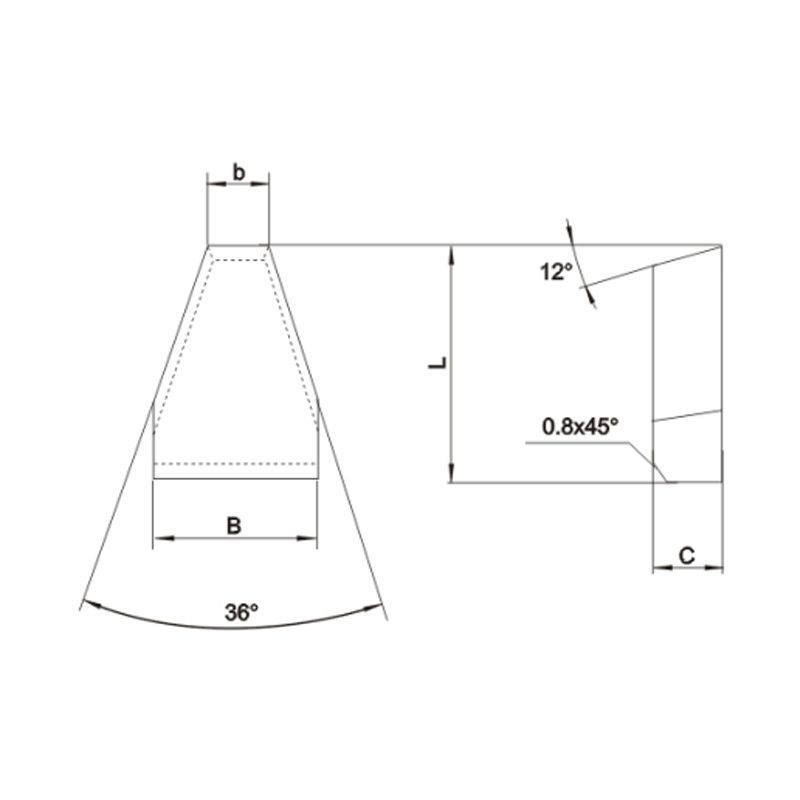
Добро пожаловать в описание нашей продукции для треугольного ременного шкива типа C4 и фрезы для обработки канавок! Э...
Смотрите подробности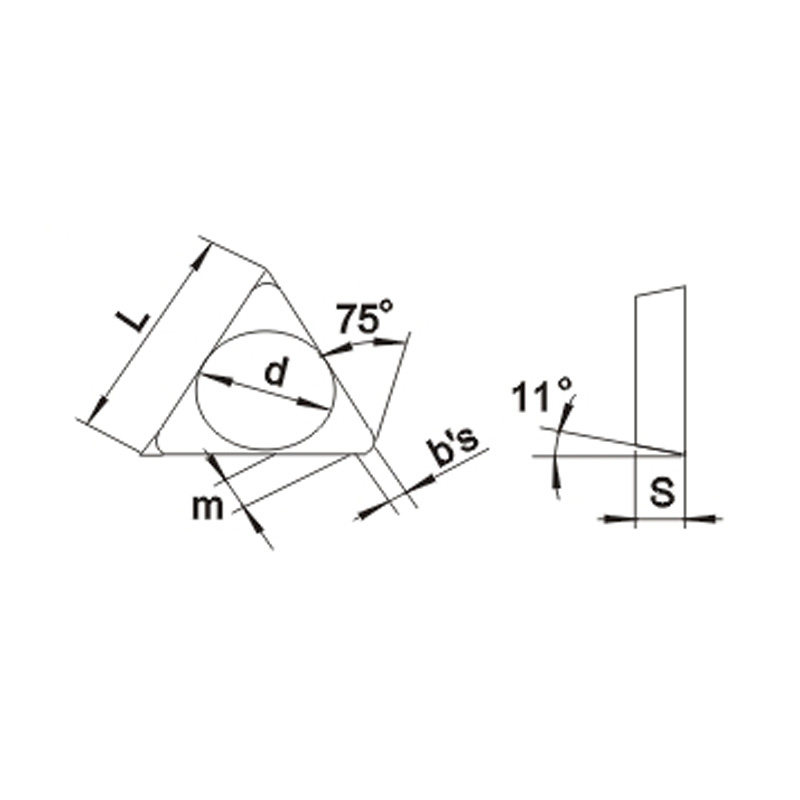
Добро пожаловать на нашу витрину продукции, посвященную треугольным лезвиям для фрез! Наши треугольные лезвия для фре...
Смотрите подробности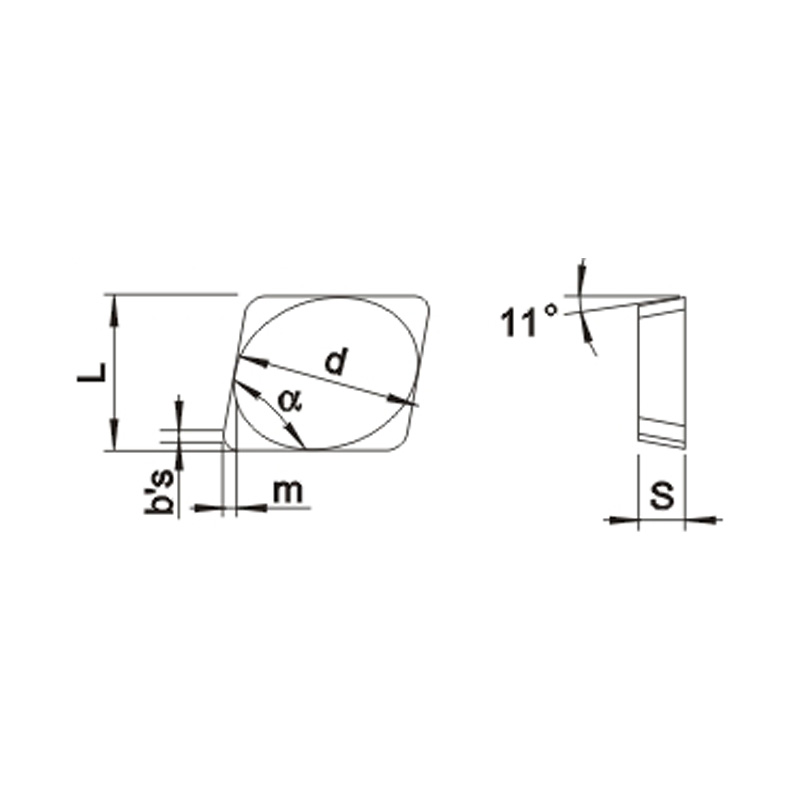
Добро пожаловать на нашу страницу продукции, посвященную прямоугольным трехлезвийным лезвиям для фрез! Эти лезвия тща...
Смотрите подробности
Связаться с нами