 English
English 中文简体
中文简体 русский
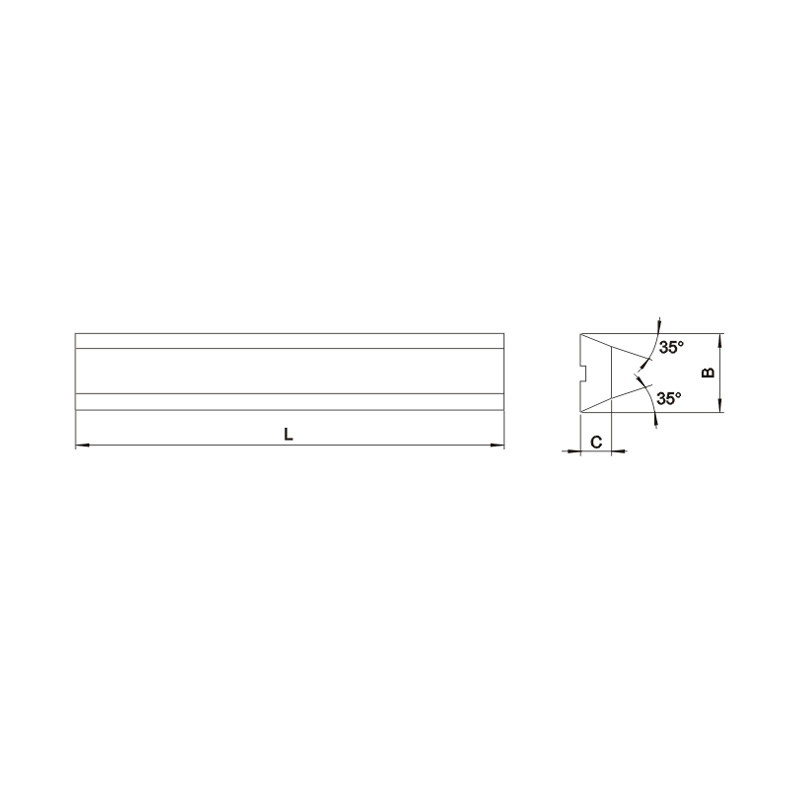
русскийТвердосплавные ножи серии B, тип
Cat:Серия твердосплавных ножей
Добро пожаловать на нашу страницу продукции «Твердосплавные ножи серии B»! Наша компания гордится тем, что предлагает...
Смотрите подробности
Навигация по обширному ассортименту наконечники из цементированного карбида Доступен может быть подробный процесс. Выбор, не соответствующий области применения, может привести к тому, что результаты обработки не будут соответствовать требованиям и повлекут за собой дополнительные затраты. Данное руководство призвано упростить процесс выбора, предлагая структурированный подход, помогающий подобрать подходящий наконечник для конкретного материала.

Использование наконечника из цементированного карбида, который не соответствует задаче обработки, может вызвать ряд эксплуатационных трудностей. К ним могут относиться раннее выкрашивание режущей кромки, более высокая, чем ожидалось, скорость износа, неудовлетворительная текстура поверхности обрабатываемой детали и общее снижение эффективности обработки. Каждая из этих проблем способствует более частым перебоям в производстве и увеличению операционных расходов. Признание того, что правильный выбор формирует основу качественной обработки, является решающим шагом на пути к совершенствованию процесса. Это важнейший элемент управления долгосрочными затратами и обеспечения стабильного качества продукции.
Марка наконечника из цементированного карбида определяет его конкретный состав материала и покрытие, которые определяют его основные характеристики.
Классификация приложений ISO
Функциональной отправной точкой является система классификации ISO. Эта система классифицирует марки по группам материалов, для обработки которых они предназначены. Обычно одна категория назначается для стали, отдельная для нержавеющей стали и третья для чугуна. Это предлагает общий предварительный фильтр для выбора сорта, помогающий уточнить варианты перед рассмотрением более подробных аспектов.
На характеристики любой марки влияет соотношение трех основных свойств: износостойкости, ударной вязкости и высокотемпературной твердости. Износостойкость определяет продолжительность стойкости режущей кромки к абразивному воздействию. Прочность определяет его устойчивость к сколам и разрушению при механическом ударе. Высокотемпературная твердость гарантирует, что наконечник сохранит свою режущую способность в температурных условиях, возникающих во время обработки. Невозможно, чтобы сорт обладал высоким уровнем всех трех свойств одновременно; марка, демонстрирующая высокую износостойкость, может иметь меньшую ударную вязкость, но часто встречается и обратное. Уловить этот баланс необходимо для согласования оценки с требованиями приложения.
Покрытия наносятся на твердосплавные подложки для улучшения их характеристик. Покрытие может создавать твердую, термостойкую поверхность, которая уменьшает износ и помогает отводить тепло от режущей кромки. Часто используемые материалы покрытия включают нитрид титана (TiN), нитрид титана-алюминия (TiAlN) и нитрид алюминия-хрома (AlCrN), каждый из которых обеспечивает различные преимущества для различных условий обработки. Соответствующее покрытие может увеличить срок службы наконечника и повысить его эффективность в определенных ситуациях, например, при высокоскоростной резке или работе с абразивными материалами.
Геометрия, включающая форму вершины и встроенную конструкцию стружколома, разработана для управления режущим действием и образованием стружки.
Основная функция геометрии стружколома — свернуть стружку в тугую спираль и разломить ее на более мелкие, удобные для обработки сегменты. Это способствует безопасному удалению стружки, предотвращает запутывание длинной непрерывной стружки в процессе обработки и помогает добиться лучшего качества поверхности за счет уменьшения накопления материала на режущей кромке.
Для операций чистовой обработки, требующих гладкой текстуры поверхности и неглубоких резов, геометрия с острым положительным передним углом часто дает хорошие результаты. Эта конфигурация аккуратно режет материал при пониженном давлении резания, ограничивая перемещение заготовки и создавая однородную поверхность. Для черновых операций, требующих глубоких резов и удаления значительных объемов материала, часто более подходящей является прочная геометрия с отрицательным передним углом. Такая конструкция обеспечивает прочную режущую кромку, способную выдерживать большее давление резания и механические удары без сколов. Кроме того, разработаны многочисленные геометрии, обеспечивающие золотую середину и предлагающие адаптируемый вариант для различных применений, включая как промежуточную черновую, так и чистовую обработку.
Системный подход может помочь в выборе вариантов сплава и геометрии.
Первым шагом является определение материала, подлежащего обработке. Используя классификацию ISO в качестве руководства, можно сузить выбор марок до категории, соответствующей группе материалов, например стали, нержавеющей стали или чугуна.
Далее рассмотрим характер операции механической обработки. Это чистовой проход, черновая операция или что-то среднее? Это приведет к выбору геометрии в сторону положительного, отрицательного или нейтрального стиля наклона. Одновременно оцените условия обработки. Стабильные условия с постоянным резом могут позволить сосредоточиться на износостойких сплавах. Ситуации, связанные с перерывами в резании, переменными нагрузками или менее жесткими настройками, потребуют выбора марки с большим упором на ударную вязкость.
Окончательный выбор предполагает синтез этих факторов. Операция чистовой обработки обычной стали в стабильной установке может сочетать износостойкую марку из категории стали с острой положительной геометрией. Для черновой обработки отливки из нержавеющей стали с прерывистым резом, вероятно, потребуется более прочный сплав из категории нержавеющей стали в сочетании с прочной геометрией с отрицательным передним углом для обеспечения безопасности кромок. Важно помнить, что этот процесс является итеративным; первоначальные результаты могут предложить более точную настройку выбора для последующих операций.
Выбор наконечника из цементированного карбида — это продуманный процесс, основанный на понимании внутренних свойств инструмента и внешних требований применения. Методически оценивая материал заготовки, операцию обработки и конкретные условия, можно принять обоснованное решение относительно сплава и геометрии. Такой структурированный подход способствует достижению высокой производительности обработки, стабильного качества деталей и управления эксплуатационными расходами. Инвестиции в процесс выбора оправданы повышением надежности процесса и контролем расходов на оснастку.
Добро пожаловать на нашу страницу продукции «Твердосплавные ножи серии B»! Наша компания гордится тем, что предлагает...
Смотрите подробности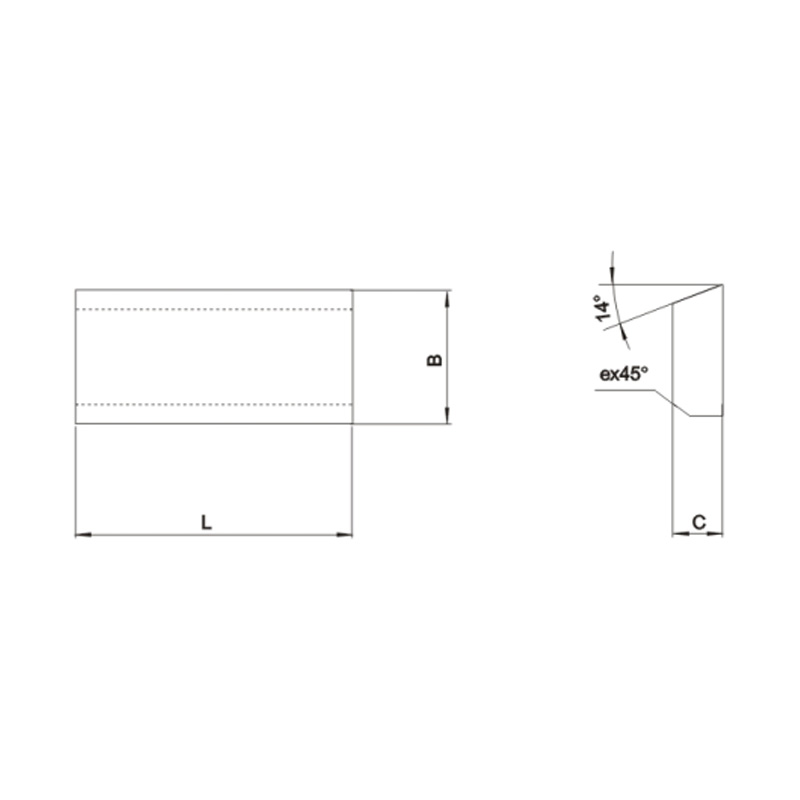
Добро пожаловать на нашу страницу продукции, где представлен универсальный тип A1 для цилиндрических токарных инструм...
Смотрите подробности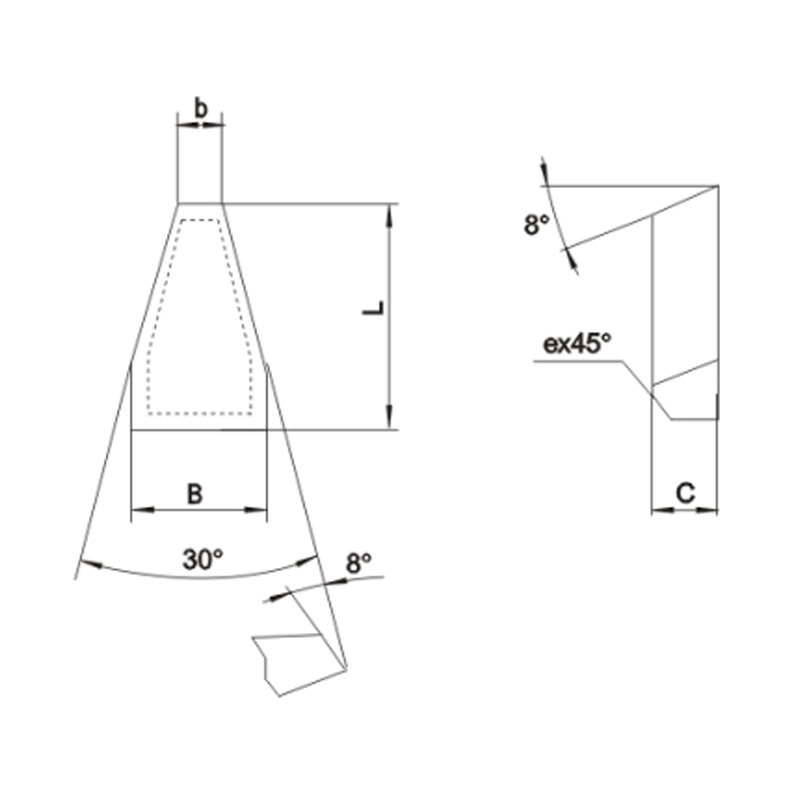
Добро пожаловать в наше описание токарного инструмента типа C2, специально разработанного для токарной обработки и за...
Смотрите подробности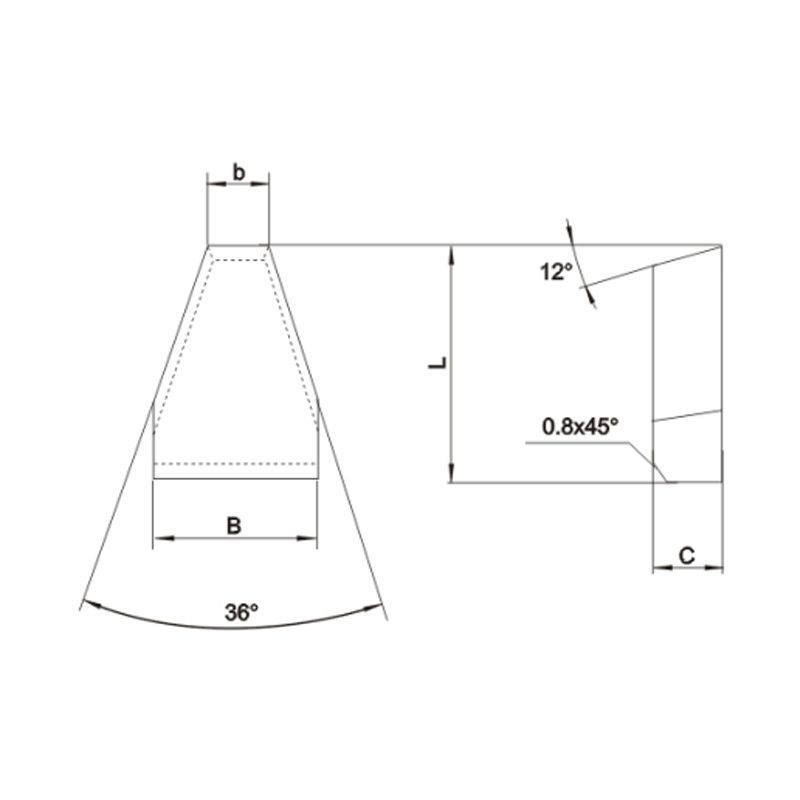
Добро пожаловать в описание нашей продукции для треугольного ременного шкива типа C4 и фрезы для обработки канавок! Э...
Смотрите подробности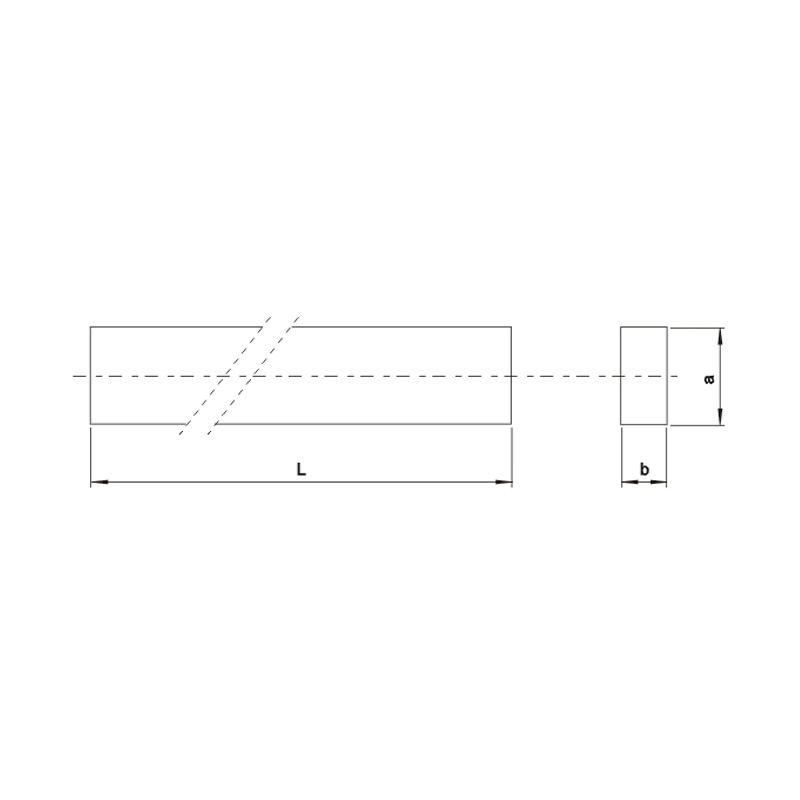
Добро пожаловать на нашу страницу продукции прямоугольных заготовок из цементированного карбида! Наша компания с горд...
Смотрите подробности
Связаться с нами